[操作笔记] 电子束蒸发镀膜SOP
[操作笔记] 电子束蒸发镀膜SOP
基本信息
| 项目 | 内容 |
|---|---|
| 设备 | 电子束蒸发镀膜机 (E-Beam Evaporator) |
| 样品盘尺寸 | 四寸 (4 inch) |
| 真空要求 | < 5×10⁻⁶ Torr(抽真空成功判定标准) |
| 冷却时间 | ≥ 30 分钟(厚度越高冷却时间越长) |
操作流程总览
充气 → 放样品 → 抽真空 → 选材料/对准电子束 → 开样品旋转和电子束挡板 → 开高压+速流 → 稳定后开样品挡板,进行镀膜 → 厚度达标后快速归零速流/高压 → 关上挡板 → 冷却 → 充气取样 → 关气瓶 → 复抽真空
详细步骤
Step 1 — 开启气瓶充气

-
打开气瓶,逆时针拧松阀门
-
看左侧流速表,控制流速保持在 0.2 左右
-
拧开镀膜机舱门四周螺丝,点击程序中E-pump venting开始充气,等待充气完毕,不然舱门打不开。充气完毕后能听见明显的气阀关闭声,以及灯光和声音提示

⚠️ 流速过大可能损坏设备,保持稳定在 0.2 附近
Step 2 — 装载样品
-
充气完毕后,打开舱门
-
为了防止舱室内有残留物污染,可以肉眼检查一下,并用吸尘器将里面抽吸干净
-
将样品放入样品盘(样品盘大小为四寸)
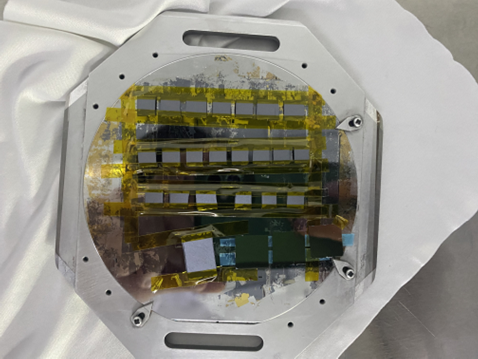
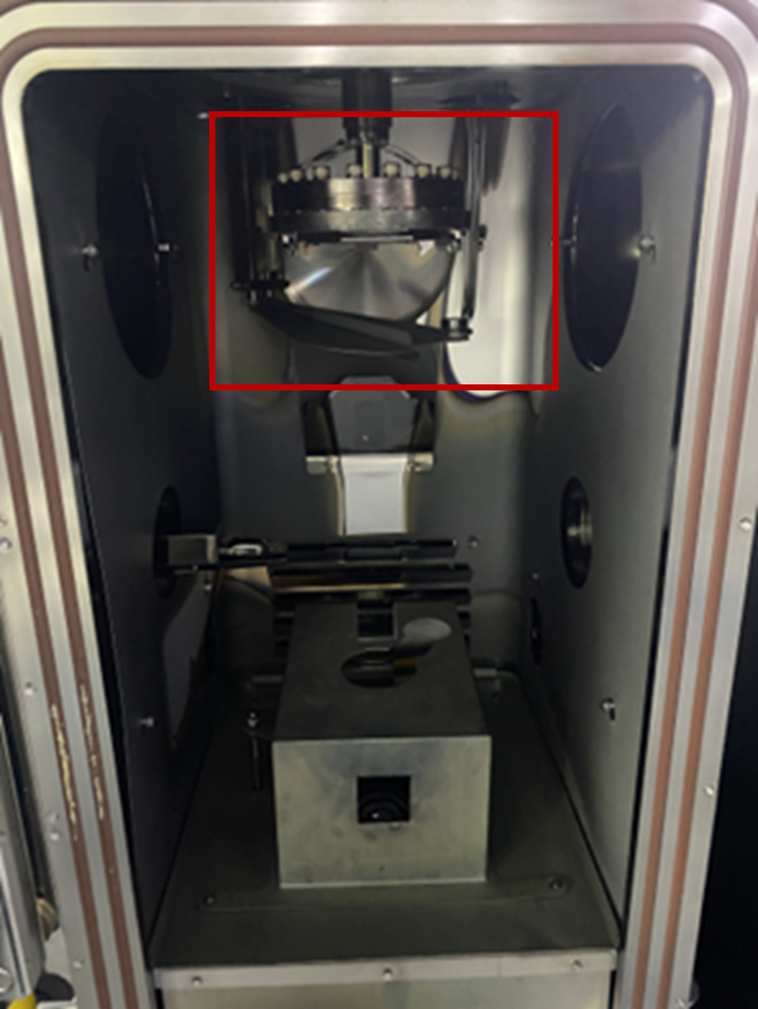
-
将样品盘插入红框内区域,关闭舱门,拧紧螺丝 (这里可以只拧螺丝四个角,方便后续取样)
-
补充:在后续正式开始前,可以先看看仪器的厚度指示是否归零,晶振寿命应不低于90%(1%的误差限),如果到了就要更换

Step 3 — 抽取真空
- 拧紧螺丝后,软件点击E-beam pumping启动抽真空程序
- 等待真空度降低,须抽到 < 5×10⁻⁶ Torr 才算成功
⚠️ 真空度不足时不可进行后续步骤
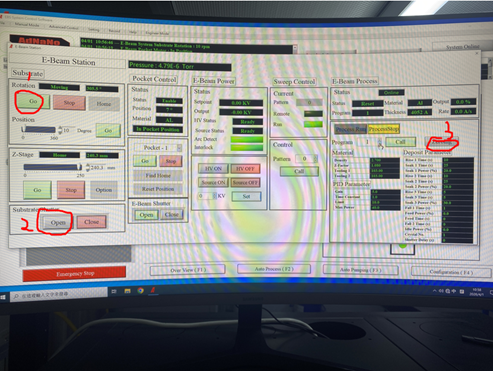
Step 4 — 选取材料坩埚与对准
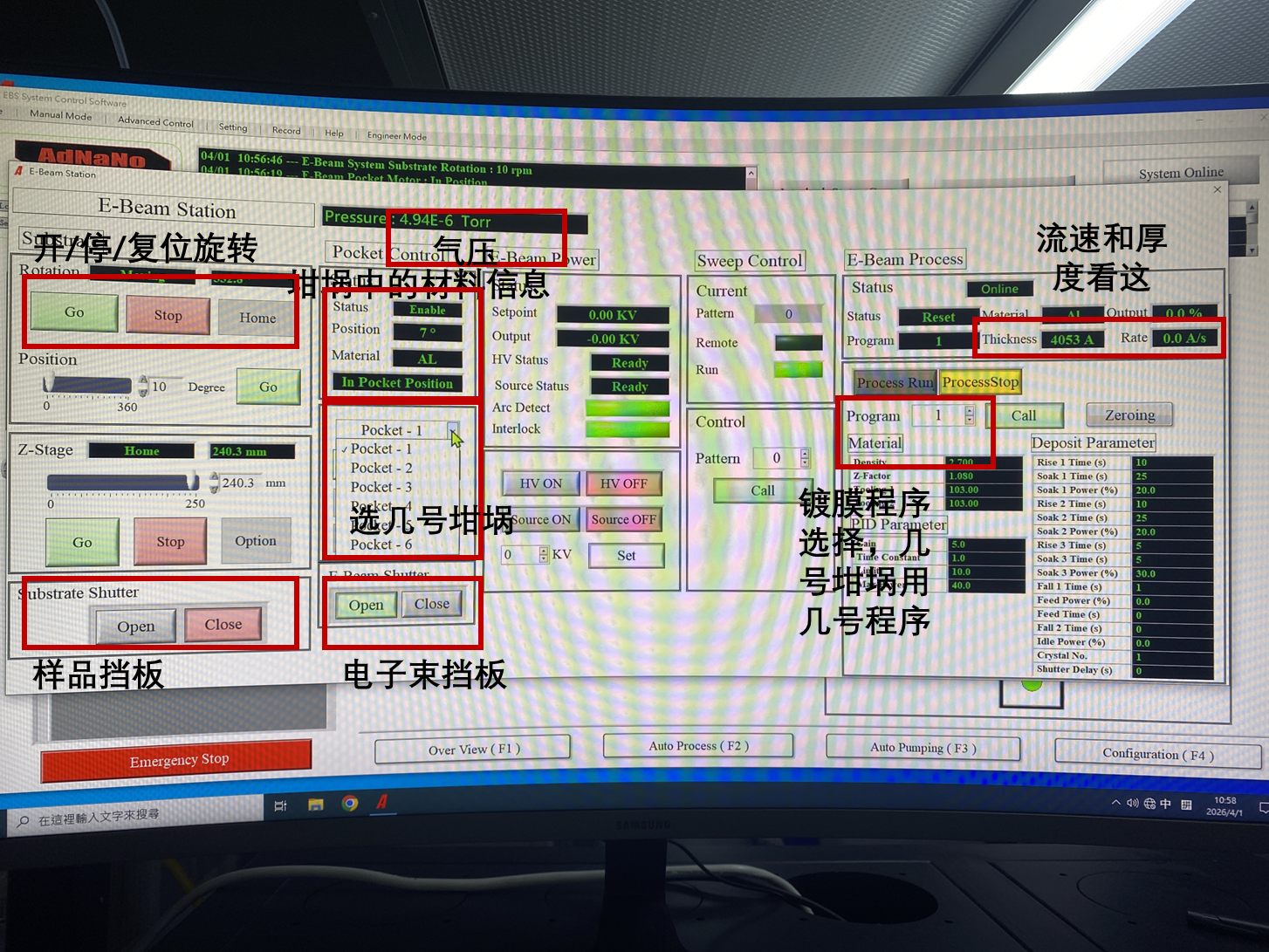
- 选取要镀膜的材料坩埚 (埚)
- 点击 Go,选择对应坩埚的程序 Call
- 打开电子束挡板,同时这个时候可以开旋转了
Step 5 — 开启高压与速流
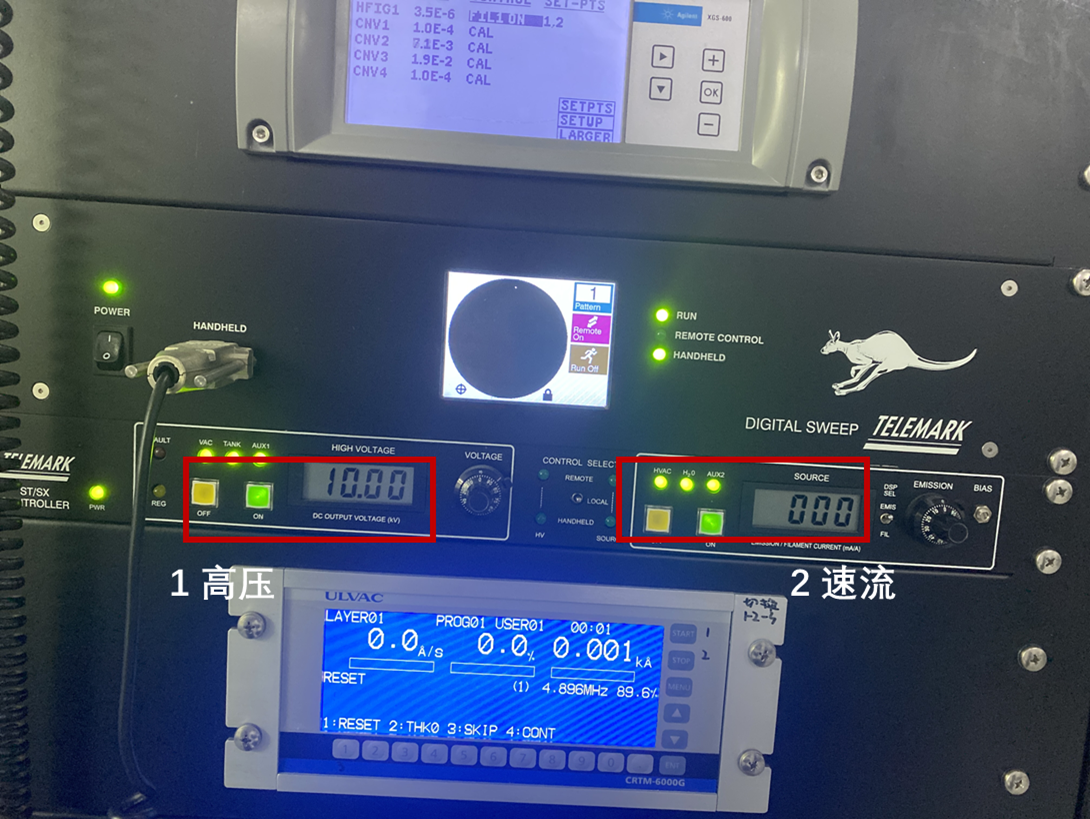
⚠️ 严格按照顺序:先开高压,再开速流
- 真空度足够后,打开高压(左侧旋钮)
- 再打开速流(右侧旋钮)
Step 6 — 电子束瞄准对准坩埚中心

- 选择模式,一般选模式 1(除了Pt用模式2)
- 触摸点击瞄准
- 观察图中白点位置(即电子束轰击位置),尽量将其调整至坩埚中心,也可从舱门的观察口向内观看,微调位置,使得电子束确定打在坩埚中心的材料上
⚠️ 镀膜期间不允许电子束轰击到坩埚外(否则损伤设备)
注意:白点位置指示不完全精准,需目测调整小技巧:在坩埚中间加上电子束之后,如果发现镀膜速率没怎么增长。可以微微转动电子束摇杆,使底部坩埚材料均匀被加热,避免因为只加热一个点,传感器没捕捉到速率信息。而后突然一下子速率猛增,影响膜厚控制。
以及这时候还是能看观察窗里面的,再往后提高速流后就不能看了
Step 7 — 逐步提升速流至目标镀膜速率
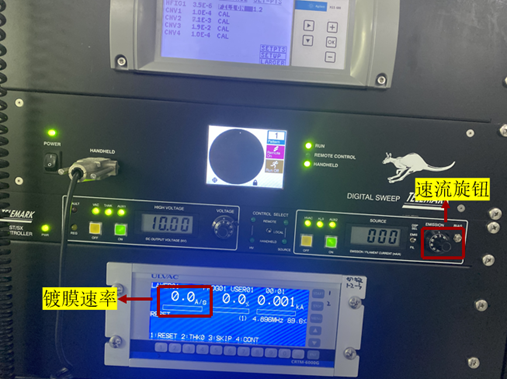
- 旋转速流旋钮,每次旋转 10 刻度
- 每次旋转后等待 30 秒再进行下一次旋转
- 重复操作,直到镀膜速率达到目标值
- 镀膜速率不能太快,也不能太慢,根据实际的材料厚度来。对于20nm的Ti,给0.4 A/s的速率即可,给的太快了厚度会很难控制
⏱️ 快速旋转会导致设备不稳定,务必逐步调节
Step 8 — 开始镀膜
- 待镀膜速率达到稳定值
- 开启基片旋转(你可以在这时候开,也可以在之前开,总之别忘了就行)
- 打开上挡板,同时快速点击右侧灰色按钮将厚度计数器清零开始计时/计厚
⚠️ 有镀膜速率时,禁止使用观察窗。
否则观察窗也要被镀膜了,而且被电子束照射的材料非常的亮,也不能肉眼去看
Step 9 — 结束镀膜
达到目标厚度后,按以下顺序操作:
- 关闭上挡板
- 将速流旋钮快速转回零
- ⚠️ 注意转动方向,仪器下方有方向指示
- 关闭速流
- 关闭高压
- 在瞄准框点击 × 退出
- 停止基片旋转
- 点击 Home 归位
- 关闭下挡板
- 等待冷却 ≥ 30 分钟(厚度越大冷却时间相应延长)
这里还有个非常重要的小技巧,所谓的达到目标厚度,实际需要提前一点。假如镀20nm(200A)的Ti,到195~198A的时候就要关了,因为流速不是直接归零的,残留的部分会继续镀上去,后续会继续增厚一点点。
Step 10 — 取出样品
- 冷却完成后,拧下螺丝
- 点击充气按钮,等待充气完毕
- 打开舱门,取出样品
Step 11 — 复位与关机
- 关闭舱门,拧紧螺丝
- 启动抽真空程序,恢复真空
- 抽取真空完毕后,再次拧紧螺丝
- 关闭气瓶
操作顺序速查卡
| 阶段 | 关键操作 | 注意事项 |
|---|---|---|
| 充气入样 | 开气瓶 → 充气 → 开门放样 → 拧紧 | 流速保持 0.2 |
| 抽真空 | 启动抽真空 | 须达 < 5×10⁻⁶ Torr |
| 选材对准 | 选坩埚 → Go → Call → 开下挡板 | 电子束对准坩埚中心 |
| 升功率 | 先高压,后速流 | 每10刻度等30秒 |
| 开始镀膜 | 开旋转 → 开上挡板 → 清零 | 禁用观察窗 |
| 结束镀膜 | 关上挡板 → 速流归零 → 关速流 → 关高压 → 关下挡板 | 注意速流归零方向 |
| 冷却取样 | 等待 ≥30 min → 充气 → 取样 | 厚度越大等越久 |
| 复位 | 关门 → 抽真空 → 拧紧 → 关气瓶 | — |
关键参数汇总
| 参数 | 数值 |
|---|---|
| 气体流速 | ~0.2 |
| 真空度标准 | < 5×10⁻⁶ Torr |
| 速流旋转幅度 | 每次 10 刻度 |
| 旋转间隔时间 | ≥ 30 秒 |
| 冷却时间 | ≥ 30 分钟 |
| 样品盘规格 | 四寸 (4 inch) |